thread .Fungsi
Planning dalam perusahaan (manufacture) dijalankan oleh bagian PPIC (
Production Planning and Inventory Control ). Disamping memiliki fungsi
production planning, PPIC juga memiliki
peranan dalam manajemen
Inventory.
Inventory atau barang persediaan merupakan
aset perusahaan yang berupa persediaan bahan baku/raw material, barang-barang
sedang dalam proses produksi, dan barang-barang yang dimiliki untuk dijual.
Karena inventory disimpan di gudang, maka
manajemen inventory dan gudang sangat
berkaitan. Pergudangan sendiri adalah kesatuan komponen didalam Suplay
Chain product. Gudang berfungsi sebagai
tempat penyimpanan barang ya, sampai digunakan dalam proses produksi. Fungsi penyimpanan ini sering disebut ruang
persediaan, gudang bahan baku, dll. Perusahaan besar atau kecil, untuk
pengadaan dan penyimpanan barang ini diperlukan biaya besar. Biaya penyimpanan
ini setiap tahun umumnya mencapai sekitar 20 – 40% dari harga barang (Indrajit, R,E., Djokopranoto,R.,
Manajemen
Persediaan, 2003, Gramedia, hal.3). Untuk itu diperlukan strategi atau
manajemen inventory yang baik agar biaya persediaan optimum.
Dalam Struktur
Organisasi ada beberapa variasi untuk mempertegas fungsi Planning dan Gudang
(material ware house dan Final Product ware house), untuk kondisi seperti ini, PPIC bertanggung jawab
pada Monitoring Persediaan ( Safety
Stock, Mengeluarkan Bill of Material, akurasi data inventory, efektivitas sistem
invormasi ).
Sedangkan aktivitas
pergudangan, seperti; 1) Penerimaan, Penyimpanan, dan pengiriman raw material
ke bagian processing, 2) Penerimaan, Penyimpanan, dan pengiriman final product
ke Customer, 3) Mengoperasikan
Sistem informasi, Umumnya dibawah kendali
Head Ware House setingkat Supervisor atau Manager, disesuaikan dengan
Lingkup tanggung jawabnya.
Production
Planning Control
Tugas umum
dari PPIC adalah menerima order dari
bagian Penjualan ( Sales/marketing ) lalu memastikan order ini selesai
dan dikirim ke customer pada waktu yang sudah disepakati. Simple bukan ?
Tidak sesimple
definisinya, fungsi PPIC berkaitan erat dengan fungsi
Marketing, Purchasing, dan Produksi. Disamping itu Informasi mengenai
level of raw material, Work In Process (WIP), Final Product, dan data
stock opname untuk bagian Finance terutama dalam pembuatan laporan
keuangan perusahaan juga termasuk dalam tanggung jawab PPIC .Beberapa
perusahaan memiliki gaya manajemen production
planning yang tampak berbeda secara teknis, tapi secara umum fungsi ini
tidak jauh berbeda. Situasi Market menuntut produsen mampu menerapkan strategi
operasi yang paling tepat. Salah satu contohnya, untuk menekan biaya
penyimpanan, customer menuntut produsen menerapkan model produksi make to order, dengan
variasi item
product yang tinggi dan pemesanan dalam quantity kecil. Faktor ini akan
sangat mempengaruhi model system planning diperusahaan tersebut.
Saya mengajak
anda untuk mendalami peran PPIC secara spesifik. Ada cerita yang dapat
menjelaskan pola ini, Kami memiliki model produksi MTO, dengan market Jepang sebagai salah satu "potensial market"
, pola order barang dari sisi Customer/Distributor Jepang sangat
menarik. Saat barang datang di pelabuhan, kontainer langsung
didistribusikan ke Customer mereka. Jadi produk kami tidak perlu
dikeluarkan dari kontainer. Distributor
ini sudah memasukkan jadwal kedatangan atau bongkar muat saat sampai di
Pelabuhan disana, jadi mereka tidak memerlukan Gudang perantara untuk
menyimpan. Tidak hanya ini, biasanya pola MTO ini diikuti oleh variasi
product yang sangat tinggi dalam Lot-lot order yang kecil, yang dalam
prakteknya akan membuat aktivitas produksi menjadi lebih sulit dan
berpotensi menaikkan cost.
Case seperti diatas menununjukkan
begitu sulit bagi Manufacture untuk mengendalikan customer. Bermain di
“ceruk” yang
ketat, kita tidak boleh hanya berbicara function, tapi aspek-aspek lain
yang
dimiliki product akan menjadi nilai tambah, dalam memenangkan
persaingan. Jika anda seorang
praktisi PPIC yang familiar dengan proses Make To order (MTO), memiliki
variasi
item produk sangat tinggi, dan menerima oder dalam lot-lot kecil, model
order seperti ini biasanya sangat merepotkan, terutama dalam tahap
realisasi product. Entah ini kebetulan atau tidak, kondisi ini menjadi
semacam bumerang bagi proses manufacturing secara keseluruhan. Salah
satu problem internal terbesar manufacture kita yaitu fleksibilitas yang
rendah,
kemampuan bagian produksi dalam mengikuti strategi marketing kadang
masih masih
sangat kurang. Untuk itu PPIC bertanggung jawab dalam menentukan dan
mengevaluasi sistem produksi, apakah harus dilakukan secara manual atau
menggunakan soft ware dalam
mengelolanya, mutlak sistem ini ada dibawah tanggung jawab PPIC.
Terkadang, lemahnya
pemahaman dan kesadaran leader-leader produksi akan hal ini menyebabkan
sering
adanya konflik internal antara PPIC dan Produksi. Saya ibaratkan
hubungan PPIC dengan bagian produksi ibarat “Tom and Jerry”.
Meskipun tidak menutup kemungkinan, dengan pertimbangan tertentu seperti
fleksibilitas perubahan arah produksi, suplay material, dan distribusi
data, antara PPIC dan Produksi berada dalam satu atap atau Divisi
Operasional. Masing-masing dipimpin oleh Level Manager. Dari contoh case
yang pernah saya temui dilapangan, model seperti ini memerlukan sosok
Operasional Manager dengan leadership & knowledge yang sangat kuat,
jika tidak akan terjadi over lapping Job, batas tanggung jawab yang
tidak clear, dan yang paling bahaya yaitu konsesi-konsesi atau
kesepakatan negatif yang berpengaruh pada mundurnya schedulle delivery
dan konsumsi material yang relatif tinggi.
PPIC bukanlah robot,
yang hanya menjalankan aktivitas sesuai prosedure yang berlaku. Tetapi
secara Tim, PPIC berisi sekumpulan orang dengan qualifikasi dasar
diantaranya, memiliki sifat pembelajar/learning people, memiliki
analitycal skill, dan Sistematis. Jadi tidak hanya menjalankan sistem
yang sudah ada, tetapi lebih pada memastikan sistem yang dijalankan
efektif atau istilah saya "Rule Maker".
Design Planning
dan Inventory Control
Peran
Sistem Informasi dalam aktivitas
production
planning sangat besar, begitu besarnya sampai saya berani jamin, tanpa
bantuan software, aktivitas planning tidak akan optimal. Planning tidak hanya
mengerjakan masalah perencanaan saja, tapi terkait dengan manajemen inventory.
Otomatis Planning harus memiliki Link dengan Sistem Purchasing dan Ware house
secara real time dan up date. Ini masih dalam scope inventory, belum termasuk
aktivitas pengawasan proses produksi. Setiap perubahan dalam proses yang terkait
dengan Penjadwalan ulang (reschedulling), Pembuatan ulang (Remake), Permintaan
tambahan material, dll, pastinya akan mempengaruhi alokasi capasitas dan
seluruh penjadwalan. Pertanyaannya, mungkinkah Ms. Excel melakukannya? Jika
yang saya masuk sinkronisasi, yang saya tahu, jawabannya adalah “tidak
mungkin”. Excel hanya bisa mengerjakannya secara terpisah dan sangat tergantung
pada operator untuk melakukan rangkaian update.
 |
| SAP for Manufacture |
Untuk
lebih jelasnya berikut saya sampaikan lingkup
kerja PPIC :
Registrasi New Item dan Material
Setiap
Item Product harus memiliki Item Code. Begitu pula Setiap material dan
supporting material yang digunakan sekecil apapun harus tercoding. Ada dua jenis material, pertama Raw material, yaitu
seluruh material yang digunakan dalam proses pembentukan produk, dan kedua
yaitu Supporting material, yaitu material pembantu, yang digunakan untuk
melengkapi unit Final product, seperti plastic packaging, sticker, cartoon box,
kertas label, dll.
Code untuk
Regristasi ini berupa urutan numerik/angka. Kode numerik digunakan agar dapat
terbaca oleh sistem. Dalam perkembangannya, untuk mempermudah input data, kode angka dikonversi lagi
kedalam barcode, sehingga proses input
menggunakan scanner. Selain untuk mempercepat waktu iniput, proses scanning menghasilkan data yang sangat akurat dengan
tingkat human error sangat rendah.
Item-item
baru biasanya didapat dari bagian
R&D, setelah melalui uji coba dan berhasil, setelah di verifikasi oleh
Quality Control (QC), produk baru harus diregristasi oleh PPIC lengkap
dengan komponen penyusun dan formulasi per unit produk ( Material Requirement
Planning/MRP )
 |
| Logic Regristasi item |
Pengelolaan Inventory atau barang persediaan
Barang persediaan
terdiri dari : 1) Material dan Supporting Material, 2) Work In Process (WIP),
dan 3) Final Product.
Material
dan Supporting Material (M&SM). Ada dua hal yang harus selalu diperhatikan untuk pengadaannya,
yaitu; 1) M&SM tanpa melihat order
customer , 2) M&SM berdasarkan order
customer. Dengan pertimbangan minimalisir biaya pengadaan dan buffer, memiliki
stock M&SM dalam batas optimum dengan beberapa metode peramalan memberikan
jaminan akan kelancaran proses ( fluently production process ). Namun
tidak menutup kemungkinan adanya emergency order atau order spesial sehingga menyebabkan keluarnya Bill of material (BOM)
setelah kedatangan order customer atau setelah arrange order ( master production schedulle/MPS )
Work
In Process ( WIP ). Kondisi ideal, tahapan process dari satu
station ke station lainnya berlangsung secara continue. Namun ada beberapa
proses memerlukan pengelolaan khusus, akibatnya
produksi terbagi kedalam beberapa
divisi berdasarkan proses. Pergeseran barang ½ jadi terkadang tidak bisa
sempurna atau satu banding satu. Karena
aspek kerumitan dan ongkos pengerjaan yang ekonomis, produk dari Divisi A yang
menjadi bahan baku untuk proses di divisi B, terkadang tidak
dibuat pas atau sesuai dengan order customer, mempertimbangkan aspek
yang saya sebut sebelumnya, quantity yang diproduksi kadang berlebih. Inilah
yang disebut WIP, bagian PPIC
bertanggung jawab penuh dalam mengendalikan
barang persediaan jenis ini. Peranan Sistem Informasi dan penerapan
logic proses yang tepat dapat menjamin
pengendalian WIP. PPIC akan selalu dapat memantau progress produksi di semua tahapan proses.
Final
Product. Barang persediaan jenis ini relatif lebih mudah dikendalikan, karena posisinya sudah di tahap akhir, dengan manajemen
ware house yang baik, pengendalian final product bisa dilakukan dengan baik.
Poinnya, PPIC harus secara real time dan up to date dalam menerima informasi
mengenai final product siap dikirim ke customer.
 |
| Logic Inventory |
Planning
dan Monitoring Proses Produksi
Mari memasuki
intinya. PPIC menjadi semacam Conection
point dan Gate, antara dunia luar dan
Internal perusahaan dalam konteks
realisasi produk. PPIC harus memberikan informasi yang akurat mengenai proses
internal ke Sales/Marketing, untuk diteruskan ke Customer. Sama dengan
dikehidupan sehari-hari, misal kita di posisi customer, mau beli Gado-gado,
kalo penjualnya lambat dan gak jelas kapan selesainya, setiap ditanya
jawabannya tidak tahu atau berulangkali
sampaikan,”maaf saya cek dulu”, hampir tidak ada kepastian kapan
selesainya dan berapa banyak yang bisa diselesaikan. Ini baru masalah gado-gado
lho ya. Dalam sebuah industri, bisa saja final product perusahaan kita menjadi
material bagi industri lainnya. Misal
Industri kancing dan resleting menjadi material bagi industri Garment. Inilah salah satu konsep dari “customer satisfaction” . Customer
tidak bisa melihat langsung ke dalam “dapur” anda, tapi bagaimana
meresponse datangnya order, akan memberikan gambaran seberapa kuat
kemampuan manufacturing perusahaan anda. Disinilah vitalnya peranan PPIC dan Sistem
Informasi dalam proses planning dan
monitoring .
Tahapan
dalam planning dan monitoring proses produksi
Arrange Order
Ini merupakan tahap awal dari planning, yaitu
menerima order dari Sales. Order ini bisa berupa direct order dari customer, atau pembuatan stock untuk buffer saat peak
season. Kombinasi Make To order (MTO) dan Make To Stock (MTS). Beberapa
perusahaan menyebutnya Schedulling Rencana induk atau pembuatan Master Planning
Schedule (MPS). Schedulling ini masih belum detail, masih bersifat global dan
memiliki periode yang panjang 3 – 6 bulan. Data-data di MPS sangat penting
untuk memberikan informasi ke bagian produksi untuk mempersiapkan resourcesnya,
dan ke bagian purchasing untuk
mempersiapkan material.
Meski
masih didalam scope PPIC, beberapa perusahaan yang sudah terintegrasi sistem
informasinya, memberikan tugas input arrange order ke bagian sales. Lho koq
bisa…. Inilah keunggulan penerapan
sistem informasi yang integral. Purchase
order dari Customer, langsung diinput oleh sales, dan “real time”
langsung masuk kedalam Master Planning
Schedulle. Bayangkan tinggal 1 klik
saja, sistem sudah melakukan arrange order secara automatis. Bagaimana
melakukannya ?
Konsep
dasarnya sebagai berikut. Dasar dari konsep ini, yaitu menyerahkan pekerjaan
reguler pada sistem. Karena logika manusia sulit untuk mengolah informasi yang
begitu banyak dan dalam waktu singkat, sistem
menggunakan logika machine, meski masih di back up dengan proses manual
operator. Ada beberapa parameter yang harus terpenuhi :
1.
Sistem memiliki data base mengenai sistem
Grouping, yaitu menyatukan item produk yang melalui jalur proses yang sama, ibaratnya
anda harus memiliki jalur seperti rel kereta api, untuk jelasnya rekan saya sudah
menulis detail teknisnya dalam artikel di
link ini :
http://www.herrudamarjati.blogspot.com/2013/03/menentukan-lead-time-proses-produksi.html . Sebanyak apapun variasi produk yang anda
miliki, produksi sudah terbagi kedalam line-line / jalur imaginer, yang dapat
teridentifikasi oleh sistem.
2.
Informasi ( data base ) mengenai
capasitas setiap line produksi
3.
Informasi
( data base ) mengenai lead time setiap line produksi
4.
Informasi
(data base )stock material
Dengan
melihat sistem, PPIC secara manual dapat memperkirakan keamanan suplay material
yang dieprlukan, dan segera membuka Purchase order jika dieprkirakan material
tidak mencukupi. Input data Bill of material (BOM), memiliki menu tersendiri, sehingga data base yang
tersedia tidak hanya kondisi aktual stock real time, tetapi progressnya, mulai
dari status : 1) purchase order (pembelian), 2) Arrive status ( tanggal
kedatangan ). Informasi ini progress ini
sangat penting, karena sistem hanya bisa
melakukan alokasi order , jika status
seluruh component material lokasinya sudah di factory.
 |
| Logic Arrange Order |
 |
| Contoh Display Menu Arrange Order ( Ilustrasi Penulis ) |
Alokasi & Monitoring Order
Setelah
PO Customer ter input kedalam database,
secara real time sistem menginformasikan pada PPIC estimasi schedulling dan status component
material. Seperti yang saya sampaikan data dalam Arrange order masih sangat
kasar dan belum bisa dibaca oleh bagian processing. Perusahaan yang terdiri
dari beberapa divisi-divisi yang saling
tergantung ( dependent) memiliki
kode-kode Gruping yang berbeda-beda. Semakin mendekati proses akhir, pembagian
grup/ Line ini semakin terpecah semakin banyak. Disinilah pentingnya PPIC
memahami total alur proses realisasi produk.
Alokasi
order bertujuan untuk membagi Item yang diorder kedalam tahapan-tahapan proses
mulai awal sampai delivery. Berbeda
dengan arrange order, alokasi order biasanya memiliki periode schedulling yang
lebih pendek, yaitu sekitar 2 – 4 minggu , kecuali jika suatu Line benar-benar
mendapat order yang kapasitasnya
melebihi dari 30 hari ( tentunya
ketentuan ini bervariasi disetiap perusahaan ). Tidak semua item dimulai dari
proses awal, inilah pentingnya database WIP, beberapa komponen-komponen
pendukung reguler juga distock dalam
batas optimal di masing-masing divisi. Sistem memberikan pergerakan barang
persediaan diseluruh tahapan.
Istilah
lain dari Alokasi Order yaitu Dispatching, aktivitas pengeluaran work
order/perintah kerja pada bagian produksi terkait. Item-item produk
yang ter-alokasi berarti sudah memiliki raw material yang complete.
Yang perlu
diperhatikan dalam melakukan alokasi &
Monitoring order :
1)
PPIC memastikan kesiapan capasitas produksi,
biasanya untuk order-order dengan kapasitas yang melebihi, jika masih berada
direntang capasitas produksi yang disepakati, dan sudah terinput ke dalam
database, asumsi yang digunakan yaitu bagian produksi setuju berapapun jumlah order yang diturunkan selama tidak
melebihi capasity. Sistem Line memberikan fleksibilitas tinggi. Anda pernah
melewati jalur puncak-Bogor ? Anda pernah mendengar sistem Buka Tutup jalur ?
Konsepnya seperti ini, dengan menerapkan sistem line, PPIC dapat menerapkan
sistem buka-tutup, menambah kapasitas di line tertentu, dengan terlebih dahulu
mengurangi atau bahkan menutup line lainnya, tentunya dengan terlebih dahulu
berkoordinasi dengan produksi, terutama perihal capasitas mesin dan
ketersediaan personel.
2)
Mengkomunikasikan ke bagian Sales, untuk
diteruskan ke Customer, jika karena sesuatu hal, harus dilakukan schedule
yang berbeda, terutama jika terjadi
percepatan dan perlambatan penyelesaian.
3)
Melakukan response yang cepat jika terjadi
masalah yang menyebabkan keterlambatan, denan mengambil option re-Schedulling
atau mengontrol Delay.
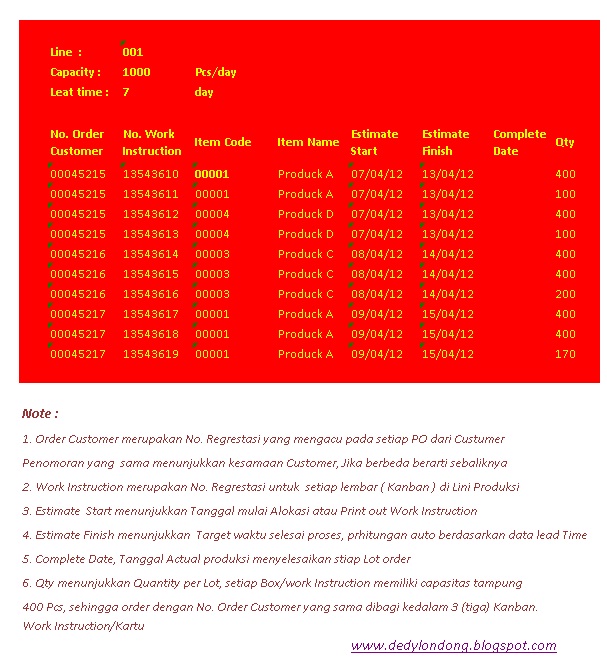
4)
Memastikan
order yang sudah ter-alokasi ( dalam sistem) ter-Print out agar bisa
dikerjakan oleh bagian produksi. Ini sangat penting, karena print out
Work order menjadi dasar bagi personel di lantai
produksi. Untuk itu Work Order harus memberikan Informasi-informasi
penting
terkait : 1) Nama item product, 2) Component Material, 3) Code numeric
atau
Barcode, 4) Quantity, 5) Tanggal mulai produksi ( start date ) , 6)
Tanggal
target selesai ( Finish Date), 7) Info lain terkait dengan Spesifikasi
produt ( warna, dimensi, dll ), 8) No.
Regristasi Customer Order, 9) No. Regristasi Work Order, 10)
Identifikasi untuk
mampu telusur proses. Konsep yang saya sampaikan ini biasa disebut
dengan “
KANBAN” dibeberapa perusahaan Jepang. Tidak hanya informasi diatas,
penerapan
sistem Kanban menuntut adanya standarisasi tempat-tempat penyimpanan.
Misal,
product dalam sebuah Box berisi maksimal 400 pcs, jika order dari
customer untuk item ini totalnya 1000 pcs, maka Work
Instruction Sheet/Kartu kanban terpecah menjadi 3 sheet.
Berturut-turut memiliki quantity 400, 400, 200 pcs/sheet. Dengan
masing-masing sheet memiliki No. Regrestasi sendiri ( angka dan
barcode), dalam prosesnya,
Shet-sheet ini selalu mengikuti pergerakan produk. Sepintas memang
terlihat
boros kertas, tapi melihat akurasi dan kemudahan dalam processingnya,
saya
pikir masih jauh lebih besar manfaatnya.
Saya
rekomendasikan sistem ini untuk anda terapkan.
 |
| Kartu Kanban |
5)
Melakukan
monitoring terhadap progress di setiap stasiun kerja (work station).
Delay di satu station akan
mempengaruhi ketepatan waktu station
didepannya. Jika benar-benar ini terjadi, PPIC harus mengambil langkah-langkah
untuk melakukan koordinasi dengan
bagian-bagian terkait untuk mendapatkan solusinya.
6)
System bersifat Close Loop atau siklus
tertutup, untuk setiap Perintah kerja / Work Instruction, progress dan
Resultnya harus dapat dimonitor sehingga
menjadi informasi balik yang akurat untuk seluruh bagian terkait (
glass wall management ), mulai dari Sales, PPIC, bagian Operation, dan
Management.
 |
| Logic Alokasi Order |
 |
| Display Menu Alokasi Order (Ilustrasi Penulis) |
Penutup
Sepanjang karir saya dalam industri manufacture, PPIC merupakan bagian
yang sangat unik.JIka melihat personel HRD, Finance, Produksi,
Engineering, GA, Logistic, Continous Improvement (CI), dan QC, mereka
ini memiliki basic knowledge yang bisa terpakai jika diterapkan di
perusahaan yang bergerak dalam industri berbeda. Dengan tingkat adaptasi
relatif lebih mudah, orang-orang yang berada dalam spesialisasi yang
saya sebut diatas tingkat perputarannya relatif tinggi, apalagi bagian
HRD bsia saya sebut luar biasa tinggi.
Berbeda kondisinya dengan PPIC ( dan R&D), basic knowledge tidak
banyak membantu jika orang-orang ini berpindah kerja di indsutri dengan
bidang dan model operasi yang berbeda. Tidak bisa '
Copy Paste'.
Mereka seperti mulai dari awal dalam memahami total system yang
berkaitan dengan Produksi, Logistic, Marketing, bahkan Finance.
Barangkali tiga fungsi yang saya sebut terakhir relatif mudah, namun
system produksi memerlukan pemahaman yang sangat tinggi. Karena
pengetahuan dan pemahaman terhadap keempat system ini merupakan basic
knowledge saat memasuki perusahaan yang baru, ini saya asumsikan anda
tidak memiliki masalah dalam komunikasi dan interpersonal saat masuk
dalam organisasi perusahaan yang baru lho ya. melihat situasi ini, saya
sangat maklum jika perpindahan orang PPIC ke perusahaan lain biasanya
berada dalam bidang yang sejenis atau mirip, akan lebih safe. Dan saya
sangat kagum plus Salut bagi anda, yang berani keluar dan mencoba
memasuki bidang industri yang berbeda.
Berikut 3 Tips dasar bagi PPIC Leader ( Chief atau Manager level ) agar sukses dalam industri manufacture :
1. Memahami seluruh prosedure operasional terkait dengan produksi,
inventory, logistic, marketing. Tidak hanya tekstual, tetapi kondisi
actual wajib untuk dipahami. Knowledge ini akan sangat berguna dalam
menganalisa permasalahan yang melibatkan beberapa bagian. Pemahaman
mutlak akan prosedure menjamin rasa hormat personel dari bagian lain.
2. Memahami proses produksi dengan aktual & detail. Jika anda
berfikir, bisa memahaminya dengan hanya mempelajari flowchart, Instruksi
kerja, SOP, dll. Ini masih sangat kurang, Pemahaman anda sebagai orang
PPIC harus sama baiknya dengan skill & knowledge Supervisor dan
Manager Produksi bahkan lebih baik, jika PPIC berperan sebagai 'Rule
Maker' .
3. Positioning yang jelas dan tepat. PPIC bukanlah perpanjangan tangan
Produksi dan Marketing. Untuk itu dengan dilandasi dua poin diatas, PPIC
harus berada di posisi yang proporsional, dengan fokus pada target
utama, yaitu ketepatan Delivery dan Stabilitas Capasitas Produksi.
Saya sadar
sepenuhnya artikel ini bukanlah sebuah manual book yang berisi ratusan
halaman tentang detail alur proses, prosedure, sistem informasi, dll.
Sulit bagi saya untuk mentransfer secara lengkap ke dalam format tulisan
yang singkat ini. Karena setiap manufacture memiliki model production planning
yang (sedikit) berbeda, maka artikel dapat berperan sebagai kondsep
dasar dan cara berpikir. Tentunya masih banyak aspek yang bisa
dikembangkan dalam mensupport manufacture dalam memenuhi kepuasan
pelanggan dari sisi realisasi product.
Akhir kata,
ditengah berbagai kekurangan, semoga artikel
ini memberikan manfaat bagi rekan-rekan dalam membangun sistem Production Planning
dan Inventory. Sehingga, untuk kedepannya, perusahaan anda memiliki grand desain
sistem production planning dan inventory yang terintegrasi dengan sistem IT
yang mudah dipahami, efektif, akurat, update dan mampu menyajikan informasi
secara real time.
Terima
kasih
















